09-16
资讯分类
炉管检测
- 分类:论文发表
- 发布时间:2019-09-19
详情
制氢转化炉的失效案例与检测
1 前言:从最近10年国内制氢转化炉运行来看,随着HP材料薄壁管的普遍使用,各种设计炉型的存在,陆续出现一些炉管失效爆裂,给生产造成很大损失,究其原因我们分析有设计、制造、运行、检修、材料、检测等方面的问题。
2 案例
2.1 辐射管失效
2.1.1辐射管失效案例1:紧急停车造成的爆管
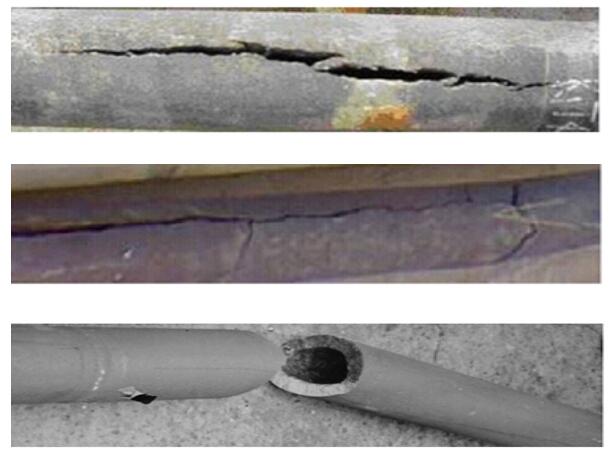
TX厂合成氨制氢发生爆或裂管21根,总炉管数156+3根,炉管材料为HP-Nb(Cr-25、Ni-35、C-0.4、Nb-1),规格为φ114×13.9×11550mm。
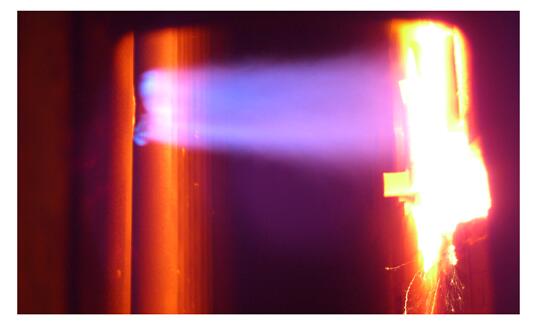
2.1.2辐射管失效案例2:烧嘴失效造成的爆管

JM厂炼油制氢炉运行6个月发生爆管,爆管位置距炉顶1.5米,炉型为侧烧炉,炉管材质为25-20,规格为φ152×15×14100mm,炉管数88根。
2.1.3辐射管失效案例3:低负荷造成的爆管
MM厂炼油制氢辐射炉管运行约2年时间发生一根炉管爆裂,造成装置停车抢修,爆管位置距炉顶约3米。炉管材料为HP25-35Nb,规格为φ123×12×14500mm,总炉管数324根(管件吊出图).
2.1.4辐射管失效案例4:设计余量偏小造成的爆管
HN厂合成氨制氢辐射炉管运行约1.5年时间发生一根炉管爆裂,爆管位置距炉底约2.6米。炉管材料为KHR35CT,规格为φ153×9.7mm,总炉管数108根(炉内爆管图).

HN厂合成氨制氢辐射炉管运行约1.5年时间发生一根炉管爆裂,爆管位置距炉底约2.6米。炉管材料为KHR35CT,规格为φ153×9.7mm,总炉管数108根(炉内现场图).
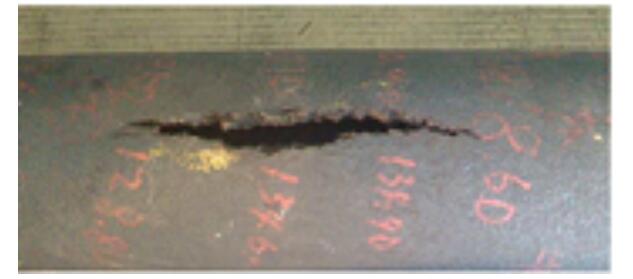
2.1.5辐射管失效案例5:超温造成的爆管

ZM厂甲醇制氢辐射炉管运行约2.0年时间发生一根炉管爆裂,爆管位置距炉顶约3.5米。炉管材料为HP-40(ZG45Ni35Cr25NbM),规格为φ124×12×13200mm,总炉管数413根(炉内现场图).

JN厂合成制氢辐射炉管发生四根炉管爆裂。炉管材料为HP-50MoD,规格为φ120×10×13648mm,总炉管数80根(炉内现场图).
2.1.6辐射管失效案例6:正常运行下的炉管开裂(未爆管)

2011年5月JX厂合成氨制氢辐射炉管检测发现的C级管,炉管运行正常,为正常检修检测。炉管材料为HP-Nb,规格为φ171×9mm,总炉管数88根(炉内现场图)
2.1.7辐射管失效案例7:正常运行下的炉管开裂(未爆管)
MY厂合成氨制氢辐射炉管检测发现的C级管,炉管运行正常,总运行5年,为正常检修检测。炉管材料为HP-Nb,规格为φ114×13×9580mm,总炉管数56根(更换后现场解剖图).
2.1.8辐射管失效案例8:正常运行下的炉管开裂(未爆管)
DQ厂合成氨制氢辐射炉管检测发现的C级管,炉管运行正常,总运行19年,为正常检修检测。炉管材料为HK-40,规格为φ114×21mm,总炉管数387+9根(更换后现场解剖图).
2.1.9辐射管失效案例9:正常运行下的炉管焊缝开裂

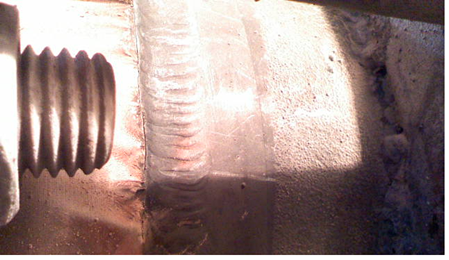
2010年5月GE厂甲醇制氢辐射炉管发生焊缝爆管,炉管当时处于运行正常状态,总运行约3年。炉管材料为HP40-Nb,规格为φ124×12×13500mm,总炉管数400根(炉内现场图).
2.2 辐射管上延伸段失效
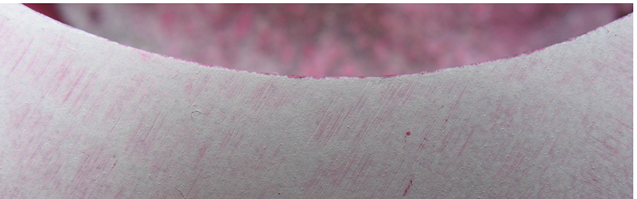
2.2.1 辐射管上延伸段母材失效

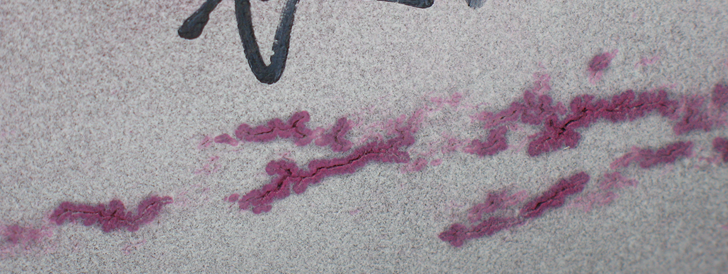
2011年8月DQ厂合成氨制氢辐射炉管延伸段发生4根母材穿透性开裂,总运行约3年。延伸段炉管材料为304H,规格为φφ108×12mmmm,总炉管数387根。此图为现场母材裂透管图。

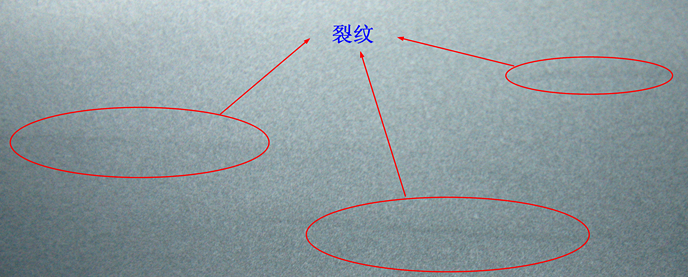
2011年8月DQ厂合成氨制氢辐射炉管延伸段发生4根母材穿透性开裂,炉管当时处于运行正常状态,总运行约3年。延伸段炉管材料为304H,规格为φ108×12mm,总炉管数387根。2011年8月按计划进行检修,我们检测其余383根辐射管延伸段,发现145根存在大于或等于0.5mm(深)×5mm(长)的炉管内表面开裂,裂纹从内起裂往外发展。经甲方任意选取2根检测确定的有裂纹管和1根无裂纹管,由甲方的检测公司进行解剖,解剖的裂纹位置和尺寸与我们检测结果完全相符(包括无裂纹管),此图为甲方解剖所拍图.

此图为CH厂合成氨制氢辐射炉管延伸段发生的母材穿透性裂纹,延伸段炉管材料为304H。此图为甲方更换后所拍图.
2.2.2 辐射管上延伸段法兰焊缝失效
2011年5月JX厂合成氨制氢辐射炉管检测发现的C级管,炉管运行正常,为正常检修检测。炉管材料为HP-Nb,规格为φ171×9mm,总炉管数88根(炉外现场图).
2.3 辐射段下延伸段失效
2.3.1 辐射管下延伸段母材失效

JM厂炼油制氢辐射炉管4根炉管下端出口猪尾管下方大约200~300mm处均出现穿透性开裂,其中一根有一个64×42mm的椭圆形穿孔(指引起破裂泄漏事故的孔),从穿孔上掉下来的管壁碎片没有找到。穿孔附近基本上没有明显的塑性变形和鼓包,穿孔洞口处的壁厚在11.0~11.4mm之间,与正常部位壁厚基本相同。炉管材料为Cr25Ni20,规格为φ152×15×14100mm。

JL厂炼油制氢辐射炉管多根炉管下端出口猪尾管与支撑之间出现穿透性开裂。裂纹取向无规则,多环向。炉管材料为Cr25Ni20,规格为φ127×12×14000mm,共108根。
2.3.2 辐射管下延伸段法兰焊缝失效

2011年5月JX厂合成氨制氢辐射炉管检测发现的C级管,炉管运行正常,为正常检修检测。炉管材料为HP-Nb,规格为φ171×9mm,总炉管数88根(炉外现场图).
2.4 下猪尾管失效
2.4.1下猪尾管母材失效

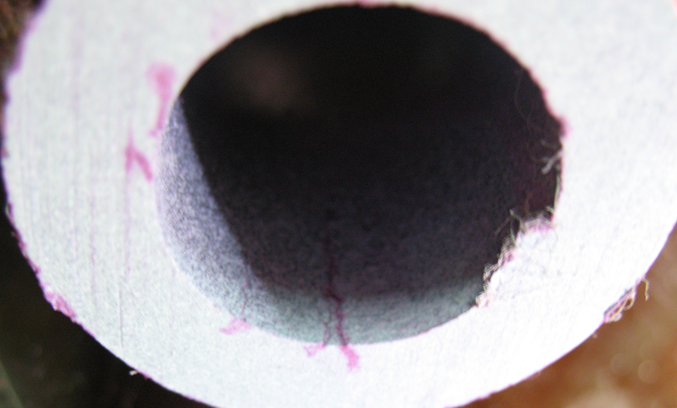
2009年4月GZ厂炼油制氢辐下猪尾管母材发生开裂泄露,为非计划停车检修。猪尾管材料为Incoloy800H,规格为φ43×8mm,总炉管数290根,此图为穿透性开裂管的现场图.
2009年4月GZ厂炼油制氢辐下猪尾管母材发生开裂泄露,为非计划停车检修。猪尾管材料为Incoloy800H,规格为φ43×8mm,总炉管数290根,此图为我们现场检测发现的判废管经现场解剖所拍图,裂纹从内表面往外裂,裂纹长度为30mm,裂纹高度约3.5mm.
2009年4月GZ厂炼油制氢辐下猪尾管母材发生开裂泄露,为非计划停车检修。猪尾管材料为Incoloy800H,规格为φ43×8mm,总炉管数290根,此图为我们现场检测发现的判废管经现场更换后根据检测确定的缺陷位置采用射线的方法进行解剖前进一步确认所拍X射线照片,裂纹从内表面往外裂,裂纹长度为30mm,裂纹高度约3.5mm.
2009年4月GZ厂炼油制氢辐下猪尾管母材发生开裂泄露,为非计划停车检修。猪尾管材料为Incoloy800H,规格为φ43×8mm,总炉管数290根,此图为我们现场检测发现的判废管经现场更换后根据检测确定的缺陷位置解剖后着色所拍照片,裂纹从内表面往外裂,裂纹长度为30mm,裂纹高度约3.5mm.
2.4.2 下猪尾管连接短节母材失效

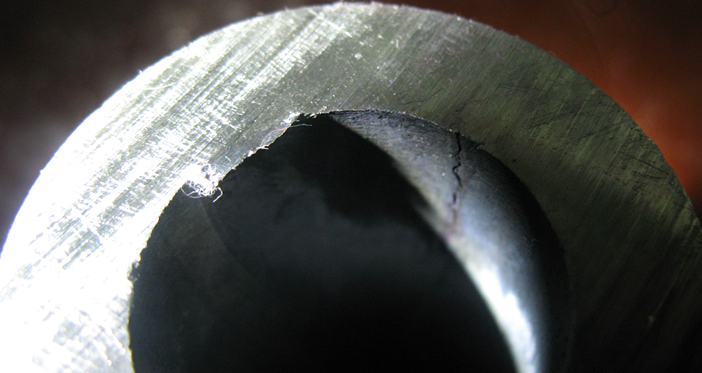
2008年4月ZM厂甲醇制氢辐射炉管运行约2.5年时间发生一根下猪尾管爆裂。猪尾管材料为Incoloy800H,规格为φ32×4.5mm,总炉管数413根(炉外现场图),检测发现多达200根猪尾管短节母材开裂,裂纹从内表面起裂(猪尾管短节材质为Incoloy800H,规格为φ33×5mm).
2.4.3下猪尾管连接加强接头失效

2010年3月GE厂甲醇制氢辐射炉管下猪尾管加强接头母材发生开裂,造成装置停车,,总运行约3年。炉管材料为Incoloy800HT,规格为φ35×5mm,猪尾管数400根(炉内现场图)。停车抢修经过我们检测发现其他2根加强接头存在裂纹。

2010年4月KE厂合成氨制氢辐射炉管下猪尾管加强接头母材R部位发生开裂,造成装置停车,,总运行约0年。炉管材料为Incoloy800HT,猪尾管数290根(炉外现场图)。
2.4.4 上猪尾管、下猪尾管连接焊缝失效

2008年4月ZM厂甲醇制氢辐射炉管运行约2.5年时间发生一根下猪尾管爆裂,爆裂位置为猪尾管与加强接头的焊缝。猪尾管材料为Incoloy800H,规格为φ32×4.5mm,总炉管数413根(炉内现场图).
2.5 下集气管失效
2.5.1冷壁下集气管失效

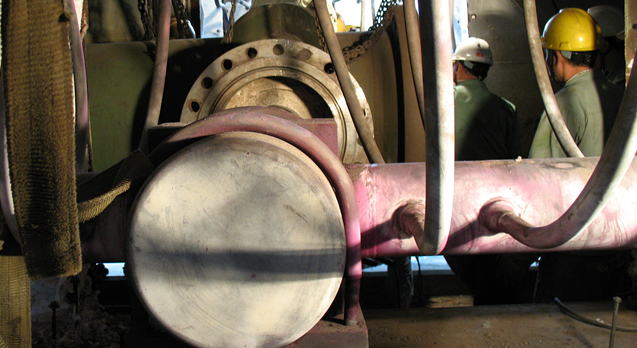
2010年4月GE厂甲醇制氢下集合总管母材发生爆管,造成装置停车,造成制氢炉整体产生破坏。集合总管材料为15CrMo,规格为φ750×16mm,共2根(炉外现场图)。
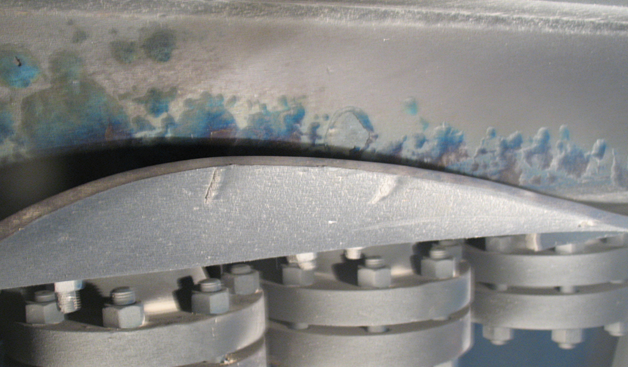
2010年4月GE厂甲醇制氢下集合总管母材发生爆管,造成装置停车,造成制氢炉整体产生破坏。集合总管材料为15CrMo,规格为φ750×16mm,共2根(炉外现场图,对整体钢结果造成严重变形)。
2.5.2热壁下集气支管焊缝失效

2010年5月GE厂甲醇制氢辐射炉管下猪尾管与加强接头焊缝发生开裂,造成装置停车,总运行约3年。炉管材料为Incoloy800HT,规格为φ273×25mm(炉内现场图)。停车抢修经过我们检测发现其他8条焊缝存在裂纹。
2.5.3冷壁下集气支管母材失效
2008年3月GZ厂炼油制氢辐射炉管冷壁下集气支管母材发生开裂,造成装置停车,总运行约2年。材料为Incoloy800H,规格为φ273×25mm(现场图,连接法兰部位,已拆下)。
2.5.4热壁下集气管母材失效
下集气管:Φ141.3×18.3,材料:Incoloy800

2010年4月CS厂合成氨制氢热壁下集合管母材发生爆管,造成装置停车,总运行约2年。炉管材料为Incoloy800,规格为Φ141.3×18.3mm,管数9根(炉内现场图)。


2007年9月JM厂炼油制氢热壁下集合管发现一根鼓胀变形严重。热壁集合管材料为Incoloy800。(炉外现场图).
2.6 对流段失效
对流段混合器盘管E1换热管裂:
2008年4月ZM厂甲醇制氢辐射炉管运行约2.5年时间检修检测发生一根对流段混合气盘管开裂。炉管材料为HK40,规格为φ140×12×13350mm(炉内现场图).
3 检测要求
以上一些爆管案例或者在正常运行条件下但还未爆管的案例很有必要探究其产生的原因,为以后正常运行提供保证,为运行过程中的检测提供依据。归纳起来主要为:
3.1 制氢转化炉是一个系统设备,其受压部件长期处于高位、高压条件下运行,任何一个受压件都是一个危险源,要同等对待。
3.2 检测技术人员要具有将制氢炉的设计、制造、运行维护、检修、材料、焊接等方面的技术进行综合分析的能力。
3.3 检测前必需精解受检部位的缺陷特点,产生机理,维修措施,运行建议。
3.4 对受检部位要有切实可行的检测方案,要确保检测灵敏度能满足设备在检修周期内安全运行的要求。
3.5 检测结束对发现的问题要能从设计、制造、运行维护、检修、材料、焊接等方面给设备运行和管理方提出切实可行的建议或方案。
3.6 制氢炉炉管检测要根据工艺不同、炉型结构不同,分别制定不同的方案,要从工况最恶劣的地方,最容易产生缺陷的位置着手,用不同的方法发现不同的问题。
3.7 炉管检测分为几个部位:辐射段、上下猪尾管管(或下短节)、上下集合管、对流段。用不同的方法把各种容易产生的问题检测出来,保证设备运行安全。
扫二维码用手机看
上一个:
无
下一个:
无
上一个:
无
下一个:
无
最新资讯

09-16
有机肥造粒设备可分为那些?其区别是什么
09-19
公司升级改型急需招聘技术人员
上一页
1
2
...
4
下一页







